Three DL2000s will be subjected to great adversities: overheating, shorting, interference, electromagnetic discharges. Their emissions will be tested and the new overmolded motors will be checked to see if we can dispense with the ferrite beads.
The ferrite beads are a protection of last resort for electromagnetic emissions. Last time we were able to stay within emission limits only by adding these things due to the fact that the Arousal Inducer's cable acts as an antenna.
This time we're trying a much better strategy which should allow us to avoid using the beads, and will not result in extra thickness. However, it may fail. In that case we will need to add the beads in order to pass the test.
Tuesday *should* be the big day. Unless the guys at the lab say can't find any ferrite beads, in which case we'll have to postpone testing until we can find some. Getting this right the first time is too important in terms of budget to leave things up to chance.
The lab guys really have no interest in providing what we need. Their answer to our inquiries about the beads was "oh, just come over on the test date and we'll see/talk" - oblivious to the fact that our pass/fail may depend on those things. Of course they're more than happy to see us fail because ... another test, more money for them.
Up to this point they tried anything they could to get an advance payment (which they didn't get - it would just give them some leverage to increase the price).
No worries - we know all their strategies and are countering effectively. Still Tuesday will be difficult because we added the USB plug and if they don't remember it wasn't there in the previous version they will surely claim that makes things a lot more difficult.
Lastly, a bad omen: the bus that will take us to the lab more than 3 hours away is number 666.
This is a very important step in taking our product from fantasy to reality. Wish us well!
Rubber parts (o-ring, grommets) are being created with "new generation" phosphorescent pigments based on rare earth oxides. The idea is to keep the receiver clear so that the glow in the dark rubber parts can shine through and give it a unique look.
For now we can only show you some bags of pigment (very hard to take these pictures, relative brightnesses can't be seen, the purple color doesn't look nearly as deep and good as it does with the naked eye).
- The usual yellow-green color is the brightest, fastest to recharge and longer lasting (hours of phosphorescence).
- The aqua color is second brightest, almost as bright as yellow-green. It has similar recharge time and hours of glow.
- The violet color is the best looking, it's spectacular really - however it doesn't shine nearly as bright as yellow-green, and it fades faster (minutes not hours). Also it seems it also can't be recharged with normal household lights! It needs UV light, we've tried with direct sunlight and it was great, purple LEDs that have a UV component don't work very well at all, a black light should work perfectly but we don't have one.
- The orange color (salmon red?) is also spectacular when just charged but it fades faster than all of the other colors. 2-3 minutes max useful time.
- The pink color was created by merging orange and violet. The manufacturer says you can't do this. But it works quite well. Perhaps the pigments will interfere at molding temperatures and become inactive.
We'll experiment more with brightnesses when we get the molded silicone parts. We'd really like to go with violet but it would have limited utility (it's rare to go from bright daylight into total darkness). In an "event/club" sort of setting, with UV lights, this would likely not be a problem.
Again don't trust the pictures. When we get the real parts we'll photoshop some shots to try to get a result as close as possible to what the naked eye sees.
Today we visited the famous Zhongda textile market in Guangzhou city. This is a Canton fair on steroids for textiles and accessories. It deserves a real report but we didn't have our camera with us. It's really a huge indoors and outdoors market with tens of thousands of vendors and booths selling anything and everything: textiles, straps, bands, eyelets, belt buckles, plastic jewelry, shiny thingies, fake Prada badges, and more.
Creating the body bands will require two different companies. One to make the band, one to add the eyelets. We're getting samples sent to us in 3 days. The first sample will have the thunder printed on the nylon stretchable band. The second is from the eyelet guys, we'll verify eyelet quality and positioning (to allow different wear styles AND account for different waist sizes).
After much pain, more than a fair share of documents being signed and couriered back and forth, a price increase and misc nonsense, finally HSBC has opened our corporate bank account!
As of today we're operational as a corporate entity.
This was one of the big non-technical milestones.
Next stage is unlocked: we can now apply for credit card processing.
- Mold changes underway, should be done early next week
- Overlays being created, should be done by Aug 12th
- Band manufacturer spotted, will get quotes this week or next. The band will have eyelets and the plastic locks normally used with chastity devices can be used to secure it.
- Will receive box samples. One is just white. The other company will actually print a layout, so we'll work on it as soon as we receive the outline of the unfolded 2D box
- A mega cool idea has emerged for the plastic coloring. We should have some pictures by next week.
- Still heard nothing from the bank. We're hoping they'll open this account without giving any more trouble
- The Lab has time for us next week. EMC testing! It will be a battle to try to keep the price down because we added USB battery recharging and they will use it as an excuse to claim the test is now super-complicated.
Sorry about the delay (we said 24 hours...) but the day at the factory was exhaustingly exciting and we've just managed to put together the video and process some of the pictures.
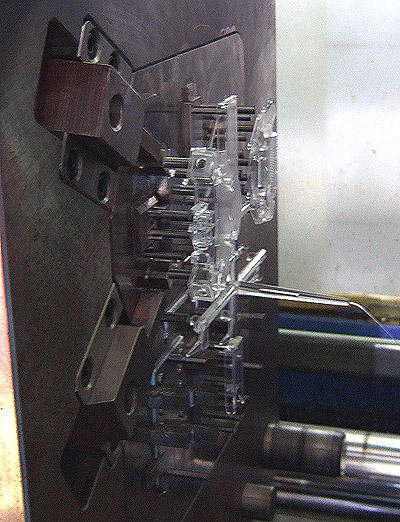
Here is the video that shows our injection mold and some of the results.
And here's the whole story!
First of all, the mold had to be warmed up - some truly artistic creations came out of this process. The engineers were eager to throw away jewels such as this one below but we stopped them and we think this is a museum piece... some archaeological artifact which will show the beginning of male management technology in the Male Management Museum of the future...
Shortly after, good parts started to come out of the mold in all their glory. The mold is still not completely polished; this means our parts will soon be even smoother and better.
You can see right away that there are circles on the inside surfaces. These are common in all plastic parts (you probably saw them inside your TV remote's battery compartment and wondered what they were...) - they are ejection pins marks. The plastic needs to come out of the mold in a repeatable way and strain must be avoided because the mold's still hot and the plastic may get deformed or break. So the mold has several holes from which metal cylinders come out to eject the part after each injection.
Inquiring out of curiosity, we were told these *could* have been avoided had we specifically asked for it but the mold would have been a heck of a lot more complex. But we don't mind these little circles; after all we're accustomed to seeing professionally produced pieces and they all have them. Check the inside of any plastic product. So... it's just one more mark that we're doing it like the big boys :)